-
- Tổng tiền thanh toán:
















Dũa kim loại - Các loại dũa cơ khí và Kỹ thuật dũa kim loại cần biết
Ngày nay yêu cầu của khách hàng về chất lượng cuối cùng của sản phẩm ngày càng cao và chi tiết. Chính vì thế nhu cầu làm bóng, tẩy 1 lượng phôi dư mỏng ngày càng lớn. Nhờ đó nhu cầu về dũa trong cơ khí cũng tăng lên. Những kiến thức trong bài viết này sẽ giúp bạn đọc có được cái nhìn tổng quan và chi tiết nhất về các loại dũa thông dụng trong cơ khí hiện nay.
XEM BẢNG GIÁ CÁC LOẠI DŨA TẠI ĐÂY
"Vattucokhi247 là nhà phân phối chính thức của TSUBOSAN - 1 công ty hàng đầu thế giới về dũa kim loại, dũa kim cương. Quý khách hàng có thể chọn mua các sản phẩm dũa kim loại, dũa kim cương của TSUBOSAN tại đây với giá chiết khấu tốt nhất thị trường!"
Dũa kim loại là gì?
Dũa (giũa) kim loại là một phương pháp gia công cơ bản của nghề Nguội, bằng cách dùng dụng cụ là dũa (giũa) dùng để hớt đi một lượng dư mỏng trên phôi, tạo cho chi tiết có hình dáng, kích thước, độ bóng và độ chính xác bề mặt theo yêu cầu.
Trong nghề Nguội, nếu đục là phương pháp gia công thô thì giũa là phương pháp gia công nguội bán tinh hoặc tinh, độ chính xác và kích thước có thể đạt tới 0,05mm khi giũa bán tinh và 0,01mm khi giũa tinh.
Giũa (Dũa) chỉ gia công được các kim loại mềm chưa qua nhiệt luyện, các bề mặt chai cứng hoặc đã qua tôi không thể gia công được bằng phương pháp giũa.
Các loại dũa cơ khí thông dụng hiện nay
Cấu tạo dũa cơ khí
Dũa gồm có 2 phần: Chuôi dũa và thân dũa.
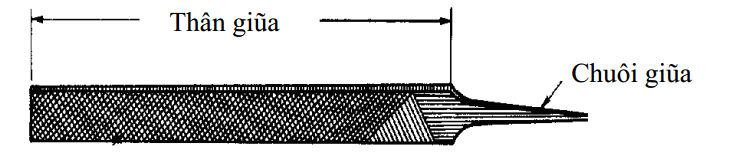
Chuôi dũa: có chiều dài bằng 1/4 – 1/5 chiều dài toàn bộ của dũa. Chuôi dũa nhỏ thon dần về một phía, cuối phần chuôi dũa được làm nhọn để cắm vào cán gỗ. Tiết diện phần chuôi dũa là hình nhiều cạnh để dũa không bị xoay tròn trong lỗ của cán gỗ.
Thân dũa: có chiều dài gấp 3 – 4 lần chiều dài chuôi. Thân thường có tiết diện dẹt, vuông, tròn, tam giác, …với các kích thước khác nhau tùy theo kích thước và hình dạng của chi tiết gia công.
Trên các bề mặt bao quanh thân dũa người ta tạo các đường răng theo một quy luật nhất định, mỗi răng là một lưỡi cắt.
dũa được chế tạo bằng thép cacbon dụng cụ. Sau khi đã tạo nên được các đường răng, người ta đem nhiệt luyện phần thân để răng có độ cứng nhất định.
Phân loại dũa cơ khí
Hiện nay người ta phân loại dũa dựa theo tính chất công nghệ: căn cứ vào hình dạng tiết diện thân dũa, nó quyết định tính chất công nghệ gia công của từng loại dũa.
– Dũa dẹt: có tiết diện hình chữ nhật, dùng để gia công các mặt phẳng ngoài, các mặt phẳng trong lỗ có góc 90 độ.

– Dũa vuông: có tiết diện hình vuông, dùng để gia công các lỗ hình vuông hoặc các chi tiết có rãnh vuông.

– Dũa tam giác: có tiết diện là tam giác đều, dùng để gia công các lỗ tam giác đều, các rãnh có góc 60 độ.

– Dũa bán nguyệt (dũa lòng mo): có tiết diện là một phần hình tròn, có một mặt phẳng một mặt cong, dùng để gia công các mặt cong có bán kính cong lớn.

– Dũa tròn: có tiết diện hình tròn, toàn bộ thân dũa là hình nón cụt góc công nhỏ, dùng để gia công các lỗ tròn, các rãnh có đáy là ½ hình tròn.

– Dũa hình thoi: có tiết diện hình thoi, dùng để dũa các rãnh răng, các góc hẹp góc nhọn.

Tùy theo kích thước của chi tiết gia công mà sử dụng loại dũa có chiều dài và độ lớn thích hợp.
Ký hiệu các loại dũa được gọi theo mật độ răng dũa (số răng trên một inch chiều dài hay số hạt). Tùy theo vật liệu gia công mà chúng ta sử dụng dũa thô hoặc dũa tinh khác nhau.
+ Dũa thô là Dũa có mật độ răng thấp (răng thưa)
+ Dũa tinh là Dũa có mật độ răng cao (răng dày).
Khi tra cán các loại dũa cần lưu ý:
- Chiều sâu càn lưu ý về cách tra cán trong kỹ thuật dũa
+ Chuôi dũa được tra vào cán với chiều sâu khoảng lớn hơn nửa chuôi và gần chạm vào vai lưỡi dũa.
+ Nếu vai lưỡi của dũa chạm vào cán thì cần phải thay cán mới hoặc phải chêm thêm vào phần chuôi để chuôi dũa đóng chặt vào cán khi bị lỏng.
+ Nếu phần chuôi dũa tra vào cán quá ít thì cần dùng dùi lỗ vào cán dũa rộng và sâu thêm một ít .
- Cách tra và tháo cán dũa

+ Khi tra cán dũa ta cần lắp cán dính vào chuôi rồi dùng búa gõ vào đuôi cán hoặc cầm lưỡi dũa và gõ phần cán xuống bàn nguội để tra chặt hơn.
+ Để tháo dũa ra khỏi cán ta có thể dùng búa hay một thanh cứng đánh mạnh vào vai cán dũa hoặc là đánh vai cán dũa vào cạnh bàn nguội.
Chú ý khi tra cán dũa người thợ phải cầm phần lưỡi mà không cầm phần chuôi để đóng chặt nhằm tránh xảy ra tai nạn.
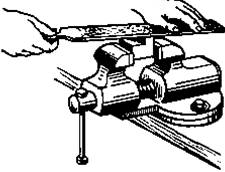
Tư thế dũa và thao tác chuẩn khi dũa cơ khí
* Tư thế dũa
- Tư thế chân ( tương tự như tư thế chân khi cưa):

- Tư thế tay:
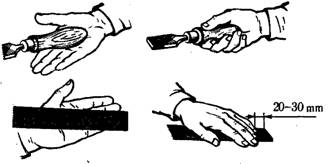
+ Tay thuận cầm cán dũa bằng cả bàn tay và 5 ngón tay, và phần chuôi cầu của cán dũa đặt vào phần lõm giữa bàn tay.
+ Tay nghịch đặt trên đầu dũa, và các ngón tay duỗi ra. Tùy theo yêu cầu về độ gia công mà có thể đặt cả bàn tay, hoặc vài ngón tay hay chỉ một ngón tay lên trên đầu dũa.
* Thao tác dũa
- Khi đẩy tới để cắt: dùng hai tay ấn dũa đè lên bề mặt cần gia công, đẩy tới phía trước hết chiều dài của lưỡi dũa.
- Khi lùi dũa về, khi dũa không cắt cần nhấc hẳn dũa ra khỏi bề mặt gia công để mang dũa về để chuẩn bị cho lượt cắt tiếp theo.
* Chú ý trong kỹ thuật dũa:
- Khi dũa để đạt hiệu suất cắt cao người thợ nên đẩy dũa thẳng theo trục của dũa.
- Khi cắt và đẩy dũa theo một đường thẳng, cần giữ cân bằng dũa cho tốt (không chòng chành). Tuyệt đối không nghiêng dũa sang hai bên.
Kỹ thuật dũa kim loại cần biết trong gia công cơ khí
+ Lưu ý về giữ cân bằng trong kỹ thuật dũa
- Hiện tượng: Khi gia công trên bề mặt phẳng thì luôn gặp trường hợp bề mặt gia công bị cong lên gọi là hiện tượng không cân bằng khi dũa.
- Nguyên nhân: Hiện tượng không cân bằng dũa xảy ra là do sự không cân bằng lực của hai tay khi đè lên dũa trong quá trình dũa: Khi bắt đầu thao tác thì phần lưỡi dũa phía cán dài hơn phía đầu mút, do đó moment do tay cần cán lớn hơn tay đè lên đầu mút, dẫn đến lưỡi dũa bị nghiêng về phía cán, Điều tương tự như vậy sẽ xảy ra ở cuối nhát cắt làm cho dũa bị nghiêng về phía đầu dũa.
- Cách khắc phục việc mất cân băng trong kỹ thuật dũa: Hiện tượng không cân bằng này khi thực hiện luôn xảy ra với mọi người, để khắc phục hiện tượng này thì người ta phải tập luyện rất nhiều với các loại dụng cụ tập luyện và kiểm tra độ cân bằng.
+ Để khắc phục hậu quả của hiện tượng dũa không cân bằng trong kỹ thuật dũa người ta có thể dùng đoạn cong của lưỡi dũa để rà hoặc cạo lại rồi kiểm tra bằng bàn máp.
* Các phương pháp dũa
Để mang lại năng suất và đảm bảo chất lượng bề mặt gia công theo đúng yêu cầu kỹ thuật thì người thực hiện có nhiều phương pháp gia công dũa khác nhau:
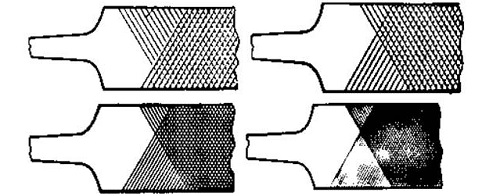
- Dũa ngang:

+ Dũa ngang là thao tác dũa khi thực hiện có hướng cắt theo chiều hẹp hơn bề mặt gia công. Số răng tham gia cắt đồng thời sẽ ít hơn khi thực hiện thao tác dũa dọc, nên lực cắt cho mỗi răng dũa sẽ lớn hơn, dẫn đến chiều sâu cắt của chi tiết cũng lớn hơn.
+ Dũa ngang là loại kỹ thuật dũa có năng suất cắt cao hơn, tuy nhiên do cắt sâu và chiều dài tựa ngắn nên chất lượng bề mặt gia công kém.
+ Dũa ngang thường dùng để gia công phá thô.
- Dũa dọc:

+ Dũa dọc là thao tác Dũa có hướng cắt thực hiện theo chiều rộng hơn của bề mặt gia công. Số răng tham gia cắt đồng thời sẽ nhiều hơn trong thao tác Dũa ngang, nên lực cắt cho mỗi răng Dũa nhỏ hơn, nên chiều sâu cắt mỏng hơn.
+ Dũa dọc là thao tác có năng suất cắt thấp, tuy nhiên do cắt mỏng và chiều dài tựa lớn nên chất lượng của bề mặt gia công tốt.
+ Dũa dọc thường dùng trong gia công tinh.
- Dũa đan chéo:

+ Dũa đan chéo là thao tác Dũa thực hiện theo hai hướng vuông góc với nhau(thường không theo chiều ngang hay chiều dọc).
+ Dũa đan chéo có năng suất cắt và chất lượng gia công trung bình, phương pháp Dũa này thực hiện theo hướng cắt trên đỉnh nhấp nhô của hướng Dũa trước đó gây ra.
+ Dũa đan chéo thường dùng đối với những người thợ có tay nghề thấp.
a) Dũa ngang. b) Dũa dọc. c) Dũa đan chéo.
Kỹ thuật Đánh bóng bằng Dũa
+ Sau khi gia công bằng Dũa thì các vết cắt rất sâu, để xóa các vết cắt này người ta thực hiện đánh bóng bằng Dũa, đây là một kỹ thuật cơ bản cần lưu ý trong kỹ thuật Dũa.
+ Khi thực hiện đánh bóng bằng Dũa thì tư thế và thao tác thực hiện tương tự như khi Dũa, chỉ khác ở chỗ là khi thực hiện không nhấc Dũa lên khi lùi về và không đè Dũa khi cắt, và Dũa chuyển động xoa trên bề mặt gia công.
Trên đây là những kiến thức tổng quan cũng như chi tiết nhất của Dũa kim loại, cách phân loại dũa trong gia công cơ khí cũng như những kỹ thuật dũa kim loại bạn cần biết.
Xem các lại Dũa Kim Loại TẠI ĐÂY
Bạn đọc cần chúng tôi tư vấn thêm các vấn đề liên quan đến dũa kim loại, dũa cơ khí hãy liên hệ qua số hotline: 0986 470 139 hoặc email: vattucokhi247@gmail.com. Chúng tôi luôn sẵn sàng hỗ trợ quý khách hàng.