-
- Tổng tiền thanh toán:

















Bảng giá DAO PHAY MẶT ĐẦU Nhật, Đức chất lượng cao giá tốt
Xếp theo:























 Kiến thức tổng quan về Dao phay mặt đầu
Kiến thức tổng quan về Dao phay mặt đầu
 Kiến thức tổng quan về Dao phay mặt đầu
Kiến thức tổng quan về Dao phay mặt đầuDao phay mặt đầu là nguyên công phay phổ biến nhất và có thể được thực hiện bằng nhiều loại dao khác nhau. Dao phay mặt đầu có góc 45º được sử dụng thường xuyên nhất, nhưng dao phay chip tròn, dao phay vai vuông cũng được sử dụng trong một số điều kiện gia công nhất định. Bạn hay đảm bảo chọn đúng dao phay mặt đầu để vận hành để đạt năng suất tối ưu trong gia công.
BẢNG GIÁ DAO PHAY NGÓN CẦU - KHUYẾN MÃI
BẢNG GIÁ DAO PHAY NGÓN TRỤ - KHUYẾN MÃI
BẢNG GIÁ DAO PHAY GHÉP MẢNH - KHUYẾN MÃI

Các loại dao phay mặt đầu
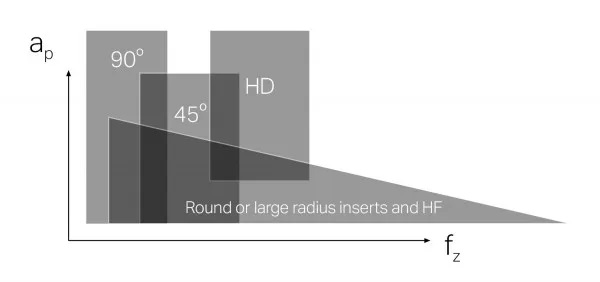
Mỗi loại dao phay mặt đầu sẽ có thông số dao phay mặt đầu khác nhau. Dưới đây chúng tôi phân biệt các loại dao phay mặt đầu theo góc cắt của dao phay.
Sơ đồ dưới đây cho thấy khu vực chính ứng dụng cho khái niệm cắt khác nhau, về chiều sâu cắt: ap , và lực: fz .
10° – 65° dao phay mặt và dao phay chìm
Những loại dao này được sử dụng chủ yếu cho các nguyên công phay mặt, nhưng các dao có góc đi vào rất nhỏ thích hợp cho phay chìm cũng thuộc nhóm này.
Góc cắt 45 °
- Lựa chọn đầu tiên cho mục đích chung
- Giảm rung động trên phần nhô ra dài và thiết lập yếu
- Hiệu ứng làm mỏng phoi cho phép tăng năng suất
Góc cắt 90 °
- Các thành phần có thành mỏng
- Các thành phần cố định yếu
- Trường hợp cần có dạng 90 °
Góc cắt trên dao tròn và bán kính dao lớn
Góc cắt trên dao tròn rất linh hoạt, có khả năng gia tốc tuyệt vời và được sử dụng cho cả quy trình phay mặt, đòi hỏi khắt khe cũng như các hoạt động định hình.
- Góc cắt đa năng
- Lưỡi cắt mạnh nhất
- Nhiều cạnh cho mỗi lần cắt
- Đặc biệt thích hợp cho các hợp kim chịu nhiệt, ISO S.
- Hoạt động cắt mượt mà
Cách chọn dao phay mặt đầu
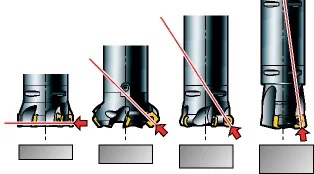
Lựa chọn góc dao phay mặt
| Góc vào 25-65 ° | Góc vào 90 ° | Góc vào 10 ° | ||||
|
Ưu điểm + Năng suất cao + Tối ưu hóa cho phay mặt + Tùy chọn chèn nhiều cạnh Nhược điểm + Độ sâu cắt vừa phải |
Ưu điểm + Máy cắt đa năng có thể sử dụng cho nhiều ứng dụng khác + Lực dọc trục thấp + Chiều sâu cắt tương đối lớn so với kích thước chèn Nhược điểm + Năng suất thấp hơn |
Ưu điểm + Năng suất cao + Nguồn cấp dữ liệu cực cao + Hướng lực cắt dọc trục (thuận lợi cho sự ổn định của trục chính) Nhược điểm + Độ sâu cắt thấp |
||||
|
Năng suất cao Sự lựa chọn cơ bản |
Sản xuất hỗn hợp đa năng |
Năng suất cao Giải quyết các nhu cầu gia công đặc biệt |
||||
Làm thế nào để bề mặt hoàn thiện đạt chất lượng cao?
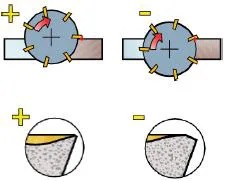
Tránh phay bị bavia dính vào phôi

Nếu có thể, hãy tránh phay lỗ hoặc rãnh. Các vết cắt không liên tục như vậy đòi hỏi phải có các lưỡi cắt của dụng cụ vì chúng gây ra nhiều bavia vào và ra không thuận lợi
Ngoài ra, giảm 50% tốc độ tiến dao được đề xuất trên khu vực phôi có chứa các bavia để giữ phoi mỏng khi cắt thoát
Phay mặt của các mặt cắt có thành mỏng và lệch
- Xem xét hướng của các lực cắt chính liên quan đến độ ổn định của phôi và vật cố định
- Khi phay các thành phần yếu theo trục, hãy sử dụng dao phay đeo vai 90 °, dao này hướng phần chính của lực cắt theo hướng trục
- Ngoài ra, sử dụng dao phay mặt cắt nhẹ
- Tránh độ sâu cắt dọc trục nhỏ hơn 0,5–2 mm để giảm thiểu lực dọc trục
- Sử dụng máy cắt có mũi dao thô để có được số cạnh cắt nhỏ nhất có thể
- Sử dụng các cạnh sắc (-L) để giảm thiểu lực cắt
- Sử dụng máy cắt cao độ vi sai làm bộ giải quyết vấn đề
Viền các phần mỏng bằng dao phay mặt
- Dao cắt phải được đặt lệch tâm cho các nguyên công phay mặt trên các cạnh của các mặt cắt mỏng. Vết cắt trở nên mượt mà hơn và lực cắt được hướng đồng đều hơn dọc theo tường, giúp giảm nguy cơ rung
- Chọn mũi dao cắt luôn duy trì nhiều hạt dao trong vết cắt
- Sử dụng hình dạng chèn nhẹ nhất có thể (nhẹ thay vì trung bình hoặc trung bình thay vì nặng)
- Chọn bán kính chèn nhỏ hơn và đất song song ngắn hơn để giảm nguy cơ rung động trong các cấu kiện có thành mỏng
- Sử dụng dữ liệu thấp cắt, độ sâu cắt nhỏ, một p , và thức ăn thấp cho mỗi răng, f z
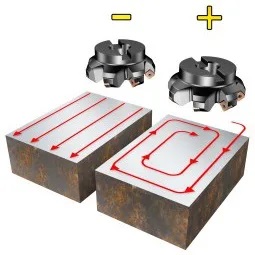
Những điều cần lưu ý khi phay mặt và gợi ý xử lý vấn đề

- Xem xét độ ổn định của máy công cụ, kích thước và loại trục chính (dọc hoặc ngang) và công suất khả dụng
- Sử dụng đường kính dao cắt lớn hơn từ 20 đến 50% so với phôi
- Xem xét độ dày phoi tối đa khi định vị máy cắt để có nguồn cấp liệu tối ưu
- Đặt dao cắt ở tâm để tạo ra phoi mỏng nhất khi thoát ra
- Áp dụng phương pháp phay xuống để tạo phoi thuận lợi, tức là phoi dày đến mỏng
- Lập trình máy cắt để cuộn vào vết cắt hoặc giảm nguồn cấp dữ liệu để có được đường vào mịn
- Áp dụng phương pháp phay xuống để tạo phoi thuận lợi, tức là phoi dày đến mỏng
- Tránh các mục nhập và lối ra thông qua lập trình đường dẫn công cụ
- Nên tránh việc thường xuyên ra vào phôi nếu có thể. Nó có thể tạo ra các ứng suất bất lợi cho lưỡi cắt, hoặc gây ra xu hướng sống và nói nhảm. Bạn nên lập trình đường chạy dao để giữ cho dao phay tiếp xúc hoàn toàn, thay vì thực hiện nhiều đường chuyền song song. Khi thay đổi hướng, bao gồm một đường chạy dao xuyên tâm nhỏ để giữ cho máy cắt chuyển động và liên tục hoạt động.
Lựa chọn dao phay mặt cho Tốc độ cắt cao

Khi gia công nhôm, và đôi khi khi gia công gang có chèn CBN hoặc gốm, có thể sử dụng tốc độ cắt hơn 1000 m/phút, dẫn đến ăn bàn rất cao, vf. Loại gia công này được gọi là Gia công tốc độ cao (HSM).
Trong phay các vật liệu có độ đục ngắn, chẳng hạn như gang xám, có thể sử dụng dao phay mặt đầu có bước răng sát cực lớn, dẫn đến ăn bàn cao. Trong các vật liệu HRSA, nơi tốc độ cắt thường thấp, bước tiến gần hơn dẫn đến nguồn cấp dữ liệu bàn cao.
Có thể phay mặt với lượng tiến dao trên mỗi răng rất cao (lên đến 4 mm / răng) khi sử dụng các dao cắt có góc đi vào nhỏ hoặc khi sử dụng dao cắt tròn do hiệu ứng làm mỏng phoi. Mặc dù độ sâu của vết cắt được giới hạn dưới 2,8 mm, nhưng nguồn cấp dữ liệu cực đoan khiến nó trở thành một phương pháp phay năng suất cao. Các khái niệm dao cụ thể được tối ưu hóa cho phay tiến dao cực cao ở độ sâu cắt dọc trục nhỏ. Góc đi vào nhỏ là điều kiện tiên quyết cần thiết để áp dụng nguồn cấp dữ liệu cao và nhanh, nhẹ.
Lựa chọn dao cụ
| Tốc độ cắt nhanh | Dao phay mặt tròn | HF trung bình | ||||
| Chiều sâu cắt (ap),mm | 1,2 – 2 | 1,3 | 1,3 | 10 | 7/8 | 2,8 |
| Đường kính dao cắt. (DC),mm | 25 – 160 | 10 – 25 | 4 – 20 | 25 – 160 | 10 – 42/25 – 125 |
63 – 160 |
| Vật liệu | ||||||
Tốc độ cắt nhanh
- Góc cắt 10°cho phép tiếp liệu trên mỗi răng rất cao, fz
- Tỷ lệ ăn cao ở độ sâu cắt nhỏ, ap
- Các công cụ có độ chính xác cao được tối ưu hóa để gia công thép cứng tốc độ cao
- Gia công thô đến bán hoàn thiện các đường viền và cấu hình không đối xứng với tốc độ tiến dao khắc nghiệt
Dao phay mặt tròn
- Tăng hiệu ứng làm mỏng phoi khi cắt dọc trục giảm
- Hành động cắt mượt mà
- Máy cắt mục đích chung cho các điều kiện khó khăn hoặc ánh sáng
Dao phay mặt góc nhỏ
Dao phay mặt lớp đầu với một góc nhỏ Kr cho phép tỉ lệ ăn dao nhiều hơn, tốc độ Vf nhanh hơn

| iC | Kích thước mm | Khả năng cắt | ||
| iC | R | b | a | x |
| 9 | 2.5 | 7.05 | 1.2 | 0.79 |
| 14 | 3.5 | 12 | 2 | 1.48 |
Lưu ý: Tránh gia công hoàn toàn so với bề mặt phôi 90 °, vì tác dụng của góc tiếp cận thấp sẽ bị mất, tức là độ sâu của vết cắt sẽ tăng lên đáng kể. Độ dày phoi tối đa giảm đáng kể do góc nhập thấp. Điều này cho phép sử dụng tốc độ cấp dữ liệu cực cao mà không cần tải quá nhiều các hạt chip.
Như mọi khi, tốc độ trục chính phải được giảm và điều chỉnh tùy thuộc vào các điều kiện cụ thể và để tránh rung động có thể làm hỏng các hạt chip.
Máy cắt hạt tròn
Độ dày của phoi, hex, thay đổi theo các hạt chèn tròn và phụ thuộc vào độ sâu của vết cắt, a p . Khi sử dụng các kỹ thuật phay tiến dao cao với dao cắt hạt dao tròn, độ sâu của vết cắt phải được giữ ở mức thấp (tối đa 10% đường kính hạt dao, iC, nếu không hiệu quả làm mỏng phoi bị giảm và phải giảm lượng tiến dao, xem hình minh họa) .
Lưu ý: Khi sử dụng máy cắt hạt tròn, điều quan trọng là phải giảm lượng tiến dao khi đến gần tường / vai, vì độ sâu của vết cắt tăng đột ngột.
Hạt dao chắc chắn để gia công thô
Trên hạt dao tròn, khối lượng phoi và góc đi vào thay đổi theo độ sâu của vết cắt. Hiệu suất tốt nhất đạt được khi chiều sâu cắt nhỏ hơn 25% x đường kính chèn, iC.
Gia công phay mặt cắt nặng
Gia công phay mặt cắt nặng là gì?
Các ứng dụng phay mặt cắt nặng bao gồm phay thô, phôi vật liệu rèn hoặc cán nóng nặng, vật đúc và kết cấu hàn trong các nhà máy giàn lớn và máy phay mạnh hoặc trung tâm gia công. Một lượng lớn vật liệu phải được loại bỏ, tạo ra nhiệt độ cao và lực cắt cao, điều này đặt ra các yêu cầu cụ thể đối với chip dao phay:
- Tải nặng trên cạnh chính ở độ sâu của vết cắt
- Mang ở góc bởi thang mài mòn khi độ sâu cắt gần bằng không
Góc nhập 60º là tối ưu cho dao phay hạng nặng, vì:
- Khả năng cắt sâu tốt, lực cắt tương đối đồng đều và hiệu ứng làm mỏng phoi cho phép tốc độ tiến dao cao
- Sự cho phép dọc trục của thiết kế cho phép phần chèn có một vùng đất song song rộng rãi, tạo ra bề mặt hoàn thiện tốt
Hướng dẫn lựa chọn công cụ phù hợp
| Nhiệm vụ nặng nề cắt mặt phay | ||||
| Góc nhập (κ r),mm | 60 ° | 45 ° | 90 ° | Vòng chèn |
| Tối đa chiều sâu cắt (ap),mm | 13/18 | 10 | 15,7 | 12,5 |
| Đường kính dao cắt. (DC), mm | 160 – 500 | 80 – 250 | 40 – 200 | 66 – 200 |
| Chất liệu | ||||
Dao phay hạng nặng 60°
- Được thiết kế để xử lý công cụ hiệu quả, dẫn đến thời gian ngừng hoạt động ngắn và lập chỉ mục hạt dao an toàn, nhanh chóng trong máy
- Khả năng cắt lên đến 18 mm, để loại bỏ kim loại tốt và gia công các bề mặt không bằng phẳng, gợn sóng
- Năng suất cao – tốc độ ăn 0,4 – 0,7 mm mỗi răng
- Đất song song rộng rãi cho kết quả bán hoàn thiện tốt
- Góc chèn chắc chắn để chống lại quy mô bề mặt mài mòn ở độ sâu nhỏ của vết cắt
- Sức mạnh của máy cắt, để bảo mật trong những đường cắt rất khắt khe
45-90 ° Dao phay trung bình
- Một máy nghiền mặt trung bình cung cấp khả năng cắt nhẹ nhất
- Có khả năng cắt độ sâu 6–8 mm trong phạm vi tiến dao 0,2 – 0,6 mm
- Đối với các điều kiện khắc nghiệt trong các trung tâm gia công lớn hơn
- Có thể được sử dụng với bộ chèn gạt nước cho các bề mặt phay có độ hoàn thiện tốt
- Lựa chọn đầu tiên cho phay mặt và vai vừa
Chip dao tròn lớn
- Một máy cắt trung bình với các cạnh mạnh mẽ cho các điều kiện khắc nghiệt, như phay qua quy mô và gián đoạn. Hình dạng chèn tròn cung cấp hành động cắt mượt mà
- Tám lưỡi cắt có thể được sử dụng trong các điều kiện thuận lợi
- Chiều sâu cắt tối đa là 10 mm. Chiều dày phoi tối đa được khuyến nghị rất khác nhau, lên đến 0,55 mm cho mỗi răng, tùy thuộc vào hình dạng chèn và độ sâu của vết cắt.
Ứng dụng của phay cắt mặt nặng
Trong các ứng dụng cắt nặng, các dao cắt đối với chip lớn có đường kính lớn được sử dụng. Tốc độ cắt là bình thường, nhưng ap và fz lớn, kết hợp với ae làm cho nó rất hiệu quả.
Lối vào đường cắt
- Do các điều kiện khắc nghiệt thường gặp trong phay hạng nặng, lối vào vết cắt thường rất quan trọng.
- Nếu có thể, hãy lập trình đường chạy dao để lăn vào vết cắt
- Nếu không thể, hãy giảm nguồn cấp dữ liệu cho đến khi máy cắt hoạt động hoàn toàn
Vị trí trục chính
Trong phay hạng nặng cần thực hiện một số lần chuyền để nghiền bề mặt lớn, điều quan trọng là phải tuân theo các khuyến nghị liên quan đến:
- Vị trí trục chính và mức độ tương tác
- Kích thước dao cắt so với công suất máy công cụ
- Đường dẫn dụng cụ, để tránh các lối ra không thuận lợi
Hãy quan sát nhiệt độ cao
Khi phay cắt mặt nặng sẽ tạo ra nhiệt độ cao. Bàn từ được sử dụng để kẹp linh kiện, khối lượng lớn phoi được tạo ra thường sẽ được giữ lại xung quanh máy cắt. Điều này làm cho quá trình thoát phoi bị gián đoạn hoặc một phần và cắt lại phoi, gây nguy hiểm cho tuổi thọ của dụng cụ. Để tránh điều này, hãy giữ cho khu vực làm việc không có chip. Ngăn chặn các góc chèn dễ bị tổn thương cọ xát với lớp mài mòn và đóng cặn bằng cách tăng độ sâu của vết cắt để di chuyển điểm tiếp xúc bề mặt gần với cạnh chính chắc chắn hơn của miếng chèn.
Lưu ý: Khi lắp các hạt dao chỉ mục bằng máy cắt, sử dụng găng tay để tránh bị thương do nhiệt.
Phay mặt đầu tinh với mảnh wiper

Cách hoàn thiện bề mặt trong các hoạt động phay mặt
Có thể đạt được độ hoàn thiện bề mặt tuyệt vời với các mảnh chip tiêu chuẩn kết hợp với một hoặc nhiều mảnh wiper. Mảnh wiper hoạt động hữu ích nhất ở mức tiến dao cao trên mỗi vòng quay, f n , trong các máy cắt có đường kính lớn hơn với các thiết bị cài đặt và bước cắt cực gần.
Bước tiến cho mỗi vòng quay có thể tăng lên khoảng bốn lần trong khi vẫn duy trì chất lượng bề mặt tốt. Có thể sử dụng mảnh wiper khi phay mặt hầu hết các vật liệu để tạo ra kết cấu bề mặt tốt – ngay cả trong điều kiện không thuận lợi.
Cách lựa chọn công cụ cho quá trình gia công tinh
| Dao phay mặt | ||||||
| Góc nhập ( K r ), mm |
45 ° | 45 ° | 65 ° | 90 ° | 25 ° | 90 ° |
| Tối đa chiều sâu cắt ( a p ), mm | 6 | 10 | 6 | 10 | 0,9 | 8.1 |
| Đường kính dao cắt. (DC), mm | 40 – 250 | 32 – 250 | 40 – 250 | 40 – 200 | 80 – 250 | 125 – 500 |
| Hoàn thiện bề mặt ( R a ) | <1,0 | <1,0 | <1,0 | <1,0 | <1,0 | <1,0 |
| Chất liệu | ||||||
Các mảnh wiper có sẵn với độ dài khác nhau (B) và thường có phiên bản bên phải và bên trái trên mỗi miếng chèn. Các cấp độ có sẵn cho hầu hết các vật liệu làm việc. Ghế chèn có thể điều chỉnh được phổ biến cho các ghế chèn cụ thể khi khái niệm máy cắt được phát triển đặc biệt cho các hoạt động hoàn thiện hoặc cung cấp các giải pháp với băng cassette.
Ứng dụng như thế nào?
Trong nguyên công gia công tinh với dao phay mặt lớn, bước tiến dao, fz, thường cần được giữ ở mức thấp. Tuy nhiên, bằng cách sử dụng máy cắt có mảnh wiper, bước tiến có thể tăng lên gấp 2-3 lần mà không làm giảm chất lượng bề mặt.
Biểu đồ kết thúc với bước tiến lớn

A: Mảnh chíp tiêu chuẩn
B: Mảnh wiper
C: fn = feed / revolution

- Khi f n vượt quá 80% chiều dài của mặt phẳng song song, Bs, trên các mảnh chip tiêu chuẩn, một mảnh wiper sẽ cải thiện chất lượng bề mặt
- Khi sử dụng đường kính dao cắt lớn với số lượng mảnh chíp nhiều, nhu cầu sử dụng mảnh wiper để duy trì độ hoàn thiện bề mặt trở nên cần thiết khi nguồn cấp dữ liệu trên mỗi vòng quay, f n , tăng lên
- Độ chạy dọc trục của máy cắt, phụ thuộc vào độ nghiêng trục chính, kích thước máy cắt, cách lắp và độ chính xác của thiết lập của nó, ảnh hưởng đến độ nhẵn của bề mặt gia công.
- Mảnh wiper nhô ra bên dưới dao phay khoảng 0,05 mm khi được lắp trên dao cắt có ghế chèn cố định. Đối với máy cắt thiết kế dạng băng, mép gạt nước thường có thể được điều chỉnh đến vị trí này với độ chính xác cao. Các đối tượng nhô ra của mảnh wiper có khả năng chịu tải trọng lớn hơn các mảnh chip thông thường, điều này có thể dẫn đến rung động. Vì vậy, mảnh wiper nên được sử dụng để gia công nhẹ ở độ sâu cắt vừa phải và số lượng hạn chế
- Chiều sâu cắt nên có độ dày thấp để hạn chế lực dọc trục và giảm nguy cơ rung. Khi hoàn thiện, độ sâu cắt dọc trục được khuyến nghị là 0,5 – 1,0 mm
- Cần phải cẩn thận hơn khi lắp mảnh wiper để định vị chính xác cạnh dài của nó
Ví dụ:
- Chiều rộng của mặt phẳng song song, Bs, mảnh dao có chiều rộng là 1,5 mm
- Có 10 mảnh dao trong máy cắt và bước tiến trên mỗi răng, f z , là 0,3 mm. Do đó, nguồn cấp dữ liệu trên mỗi vòng quay, f n , sẽ là 3 mm (gấp đôi chiều dài của Bs)
- Để đảm bảo bề mặt hoàn thiện tốt, nguồn cấp dữ liệu cho mỗi vòng quay phải tối đa là 80% của 1,5 mm = 1,2 mm
- Một mảnh wiper tương ứng sẽ có một mặt phẳng song song với chiều rộng khoảng 8 mm
- Kết quả: Bước tiến cho mỗi vòng quay có thể tăng từ 1,2 mm lên 60% của 8 mm = 4,8 mm
Lưu ý: Các hạn chế khác, chẳng hạn như công suất máy, phải được xem xét.
Các gợi ý để đạt được "lớp hoàn thiện như gương":
- Sử dụng tốc độ cắt cao và / hoặc mảnh dao Cermet để có được bề mặt sáng bóng
- Sử dụng nước hoặc dầu tưới nguội cho vật liệu ISO M và S
- Sử dụng mảnh dao có lớp phủ PVD với các cạnh sắc nét và một một p của 0,5-0,8 mm tạo ra bề mặt tốt nhất
- Cố gắng sử dụng mảnh wiper cùng lớp phủ, chủng loại với mảnh dao đang hoạt động.
-
BẢNG GIÁ DAO PHAY NGÓN CẦU - KHUYẾN MÃI