-
- Tổng tiền thanh toán:

















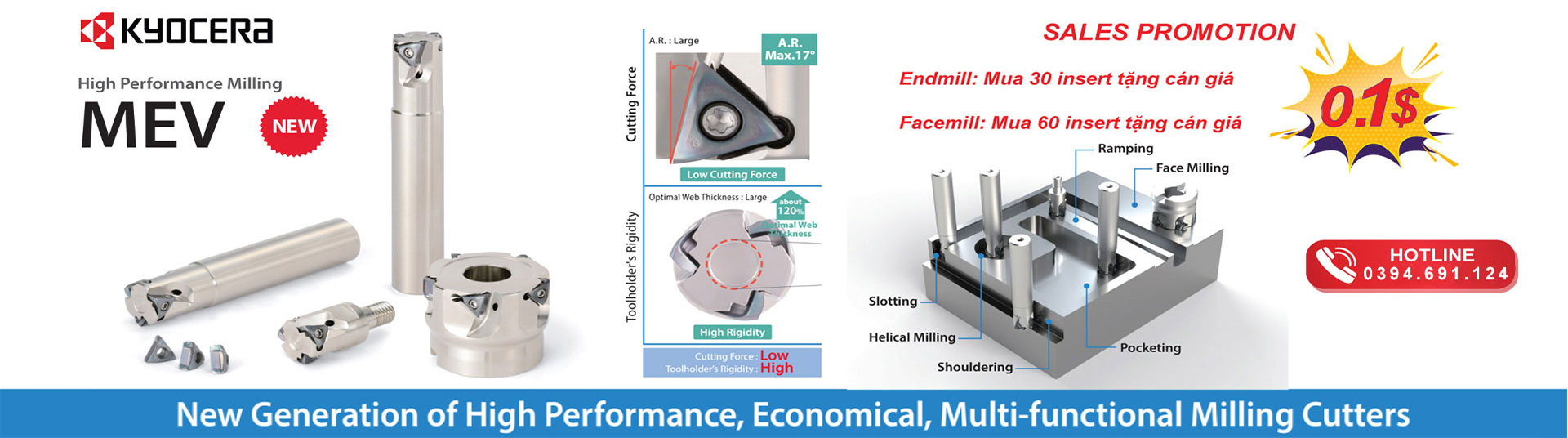
K/M Tặng Cán DAO PHAY CNC, gắn chip khi mua mảnh dao!
Xếp theo:






















Vattucokhi247 - Địa chỉ mua sắm các loại dao phay CNC chính hãng giá tốt nhất thị trường Việt Nam. Với gần 15 năm kinh nghiệm trong ngành thương mại cơ khí, chúng tôi có những mối quan hệ rất sâu rộng với các nhà cung cấp cũng như các khách hàng của chúng tôi. Từ đó, chúng tôi luôn luôn có được 1 mức giá tốt nhất cũng như sự am hiểu về khách hàng và kỹ năng xử lý sự cố kỹ thuật tuyệt vời. Chi tiết xin liên hệ Hotline: 0986 470 139
BẢNG GIÁ DAO PHAY NGÓN CẦU - KHUYẾN MÃI
BẢNG GIÁ DAO PHAY NGÓN TRỤ - KHUYẾN MÃI
BẢNG GIÁ DAO PHAY GHÉP MẢNH - KHUYẾN MÃI
Để hiểu dao phay là gì trước tiên ta cần hiểu gia công phay là gì?
Phay là gì?
Phay là quá trình gia công cắt gọt kim loại phổ biến nhất hiện nay, đây là phương pháp gia công bằng cách cắt gọt với các chuyển động cơ bản sau:
- Chuyển động chính(chuyển động cắt) là chuyển động quay tròn của dao.
- Chuyển động tiến dao (chuyển động chạy dao) là chuyển động tịnh tiến tương đối giữa dao và chi tiết.
Tùy theo hướng chuyển động mà ta có các hướng như chuyển động chạy dao ngang, chuyển động chạy dao dọc, chuyển động chạy dao đứng
Lưu ý: Tốc độ chuyển động chính luôn luôn lớn hơn tốc độ chuyển động chạy dao
Dao phay là gì?
Dao phay là gì? Dao phay khác với dao tiện, dao phay có rất nhiều lưỡi cắt, các lưỡi cắt này có thể chế tạo liền với thân dao, có thể được chế tạo riêng gọi là răng chắp. Lưỡi cắt được bố trí trên mặt trụ, mặt đầu hoặc cả mặt trụ và mặt đầu.
Vật liệu dùng để chế tạo dao phay
Do quá trình phay các lưỡi cắt không tham gia cắt liên tục, và phải chịu một tác động va đập lớn, do đó vật liệu lưỡi cắt cần có độ dẻo cao và độ bền chịu nhiệt cao. Hiện nay, các dao phay sử dụng trên các máy phay CNC thường được chế tạo bằng những vật liệu phổ biến sau:
- Thép gió: có độ dẻo cao và chịu bền va đập tốt, tốc độ cắt của dao phay làm bằng thép gió thường thấp hơn hợp kim cứng và gốm. Loại này nổi bật với giá rẻ.
- Hợp kim cứng: vật liệu hợp kim cứng được sử dụng phổ biến trong chế tạo dao phay bởi độ cứng cao và độ bền mài mòn cao. Còn có thể tăng độ bền mài mòn của hợp kim cứng bằng cách phủ titan-nitrid, titan-carbid hoặc ôxit nhôm. Giá cao hơn so với thép gió nhưng hiệu suất vượt trội, nếu chia chi phí trên đầu sản phẩm thì dòng dao phay làm bằng hợp kim cứng chiếm ưu thế rõ rệt.
- Kim cương: thường sử dụng với những dao phay sử dụng để gia công kim loại màu và composite. Nhờ độ cứng cao của kim cương mà tốc độ cắt của dao phay có thể đạt gấp đôi dao phay hợp kim cứng.Loại dao phay này đa phần là các loại dao phay gắn mảnh, có mảnh tiện phủ kim cương để giảm chi phí khi gia công.
Các loại dao phay thông dụng
Chúng ta có thể xét theo từng đặc điểm mà phân chia ra các nhóm dao phay chính sau đây:
- Dựa vào vật liệu làm dao: Dao phay thép gió (HSS) và Dao phay hợp kim (Carbide)
- Dựa vào vật liệu gia công: Dao phay thép, dao phay nhôm, dao phay Inox, dao phay gang, dao phay nhựa,..
- Dựa vào cấu tạo dao: Dao phay cầu, dao phay gắn mảnh, dao phay nguyên khối, dao phay đĩa, dao phay ngón,..
- Dựa vào công đoạn gia công: Dao phay phá thô, dao phay tinh .v.v..
- Dựa vào số me cắt của dao: Dao phay 2 me, dao phay 3 me, dao phay 4 me,..
Tuy nhiên dao phay ngón thường được phân thành các loại chủ yếu sau:
- Dao phay mặt trụ là loại dao mà lưỡi cắt được bố trí trên mặt trụ của dao. Có hai loại dao phay mặt trụ là dao phay răng thẳng và dao phay răng nghiêng.
- Dao phay răng thẳng là dao phay có phương của lưỡi cắt chính song song với trục dao.
- Dao phay răng nghiêng có lưỡi cắt chính tạo với trục dao một góc nhất định.
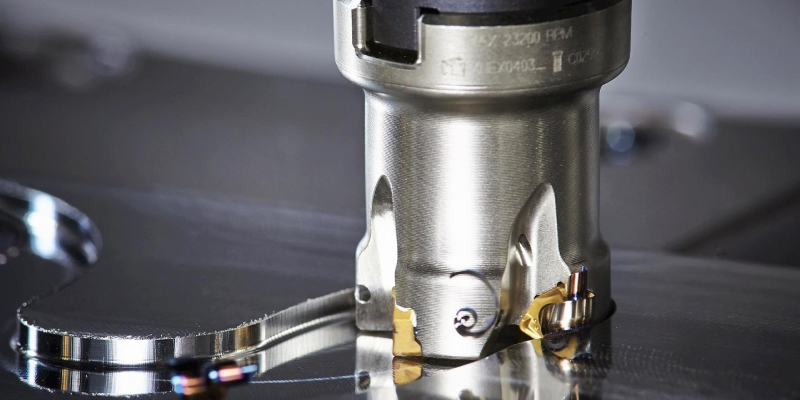
- Dao phay mặt đầu là dao phay có lưỡi cắt được bố trí trên mặt đầu của dao. Dao phay mặt đầu có thể là răng liền hay răng chắp.
Được sử dụng chủ yếu để tạo một khu vực bằng phẳng trên phôi, chẳng hạn như phay khỏa mặt trên đỉnh của chi tiết để làm phẳng nó trước khi gia công với những phương thức khác. Dao phay mặt có thể có dạng liền khối hoặc có dạng gắn mảnh hợp kim cho phép thay đổi chip phay khi cần thiết.

- Dao phay ngón: Còn được gọi là dao phay trụ, là loại dao phay có lưỡi cắt chính nằm ở mặt trụ của dao và trục dao song song với bề mặt gia công. Dao phay ngón có tính đa dụng cao và có hiệu suất cắt cao, dựa vào chiều dài của dao cắt và đường kính dao, có thể tạo rãnh có kích thước phù hợp, nó cũng dùng để gia công bề mặt xung quanh phôi.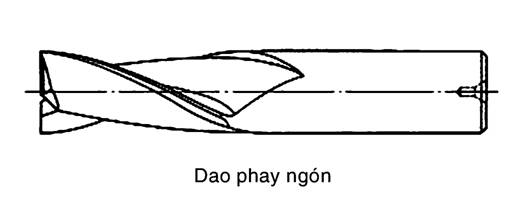
- Dao phay đĩa: Có dạng đĩa phẳng, loại dao phay này được dùng để gia công mặt phẳng, bậc và rãnh. Dao phay đĩa được phân ra hai loại: dao phay liền và dao phay răng chắp.

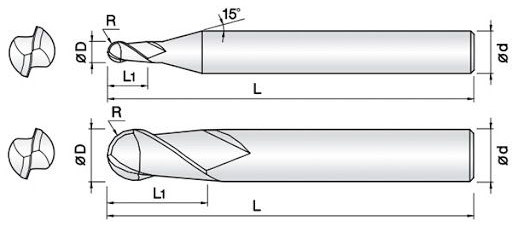
- Dao phay cầu: Loại dao này có mặt đầu được thiết kế với hình dạng khối cầu và các lưỡi cắt của dao được bố trí trên mặt cầu này. Thiết kế đặc biệt của dao phay cầu cho phép nó gia công các bề mặt phức tạp với năng suất gia công cao. Quá trình cắt bằng dao phay cầu có cơ chế khá phức tạp.
- Dao phay góc.
Các loại dao phay trên có góc sau a từ 10 đến 200 và góc cắt từ 60 đến 900. Khi phay các vật liệu mềm nên chọn góc a lớn và góc cắt d nhỏ hơn.
Ngoài ra thì dao phay CNC cũng được phân chia theo những cách như:
- Theo kết cấu của răng dao có dao phay răng nhọn và dao phay hớt lưng.
- Theo hướng của răng dao có dao răng thẳng, dao răng nghiêng, dao răng xoắn, dao răng sole.
- Theo cấu tạo của toàn bộ dao phay có dao phay liền khối, dao phay răng ghép.
- Theo điều kiện cắt gọt của dao phay có dao phay mặt trụ, dao phay mặt đầu.
- Theo đặc điểm công nghệ có dao phay mặt phẳng, dao phay rãnh và bậc, dao phay bề mặt định hình, dao phay bánh răng và ren, dao phay tạo lỗ, dao phay rãnh chữ T, dao phay cắt vật liệu.
- Theo phương pháp kẹp dao có dao phay trụ ngang, dao phay trụ đứng.
Khả năng công nghệ của phay
Phay có thể gia công được nhiều dạng bề măt khác nhau, tuy nhiên dưới đây ta chỉ nghiên cứu kỹ hai loại bề mặt là mặt phẳng và then hoa.
Các mặt phẳng gia công được trên máy phay là các mặt phẳng nằm ngang, mặt phẳng thẳng đứng và mặt phẳng nghiêng . Khi gia công các loại mặt phẳng này có thể sử dụng dao phay hình trụ , dao phay mặt đầu, dao phay ngón hoặc dao phay đĩa.
Trong sản xuất loạt lớn, dao phay mặt đầu được sử dụng nhiều hơn dao phay hình trụ vì các nguyên nhân sau đây:
Cho phép sử dụng dao có đường kính lớn, cắt được mặt phẳng có chiều rộng lớn nên năng suất cao.
Trục gá dao không cần dài nên độ cứng vững của trục dao tốt hơn, cho phép nâng cao chế độ cắt Nhiều lưỡi cắt cùng tiếp xúc với phôi nên quá trình cắt được êm hơn.

- Cho phép sử dụng nhiều dao để gia công nhiều bề mặt cùng một lúc.
- Dễ chế tạo các loại dao răng chắp.
- Mài dao dễ dàng hơn.
Các bề mặt rãnh hoặc bậc nhỏ, thường dùng dao phay đĩa hoặc dao phay ngón để gia công.
Rãnh then và trục then hoa, thường đòi hỏi độ chính xác gia công khá cao. Nhằm đảm bảo được tính chất lắp ghép, của mói ghép then hoặc then hoa.
Tuỳ theo dạng then, mà rãnh then có thể được gia công. Bằng dao phay đĩa ba mặt hoặc sử dụng dao phay ngón.
Khi phay trục then hoa, có thể sử dụng loại dao phay đĩa ba mặt. Bằng cách phay hai mặt bên bằng hai dao phay đĩa. Sau đó dùng một dao phay phần mặt trụ then hoa. Truc then hoa cũng thường được gia công bằng dao phay định hình.
BẢNG GIÁ DAO PHAY NGÓN CẦU - KHUYẾN MÃI