-
- Tổng tiền thanh toán:

















Bảng giá, thông số Dao phay đĩa đầy đủ và đa dạng nhất
Xếp theo:




Dao phay đĩa được sử dụng để gia công các bậc hoặc các rãnh. Các dao này được chế tạo có bề rộng từ 3/16 đến 1 inch. Chúng ta cùng nhau tìm hiểu về các chúng nhé.
Bảng giá Dao Phay Ngắn Mảnh Khuyến mãi 50% TẠI ĐÂY
Bảng giá Dao Phay Ngón Khuyến mãi 50% TẠI ĐÂY
Bảng giá Dao Phay Ngón Cầu Khuyến mãi 50% TẠI ĐÂY
Đặc Điểm Chung Của Dao Phay Đĩa
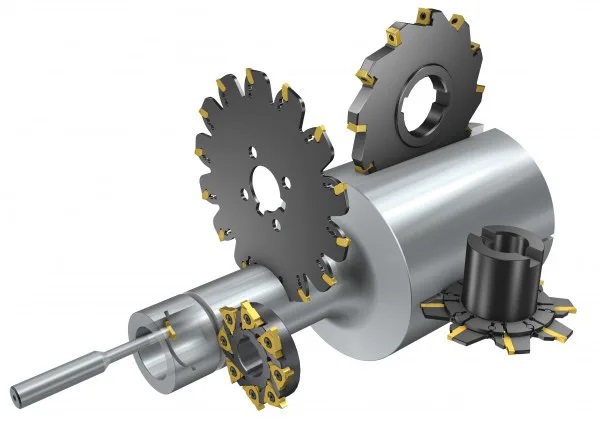
Các dao phay đĩa đều có kết cấu ghép mảnh răng dao. Khi gia công bằng các dao phay đĩa sử dụng phương pháp tiến dao hướng kính nên các mảnh dao dùng cho dao phay đĩa chỉ có một hoặc hai lưỡi cắt, sử dụng hai lưỡi cắt trong trường hợp kết cấu ghép mảnh răng dao không ảnh hưởng đến lưỡi cắt dự phòng.
Các dao phay đĩa được sử dụng chủ yếu để phay rãnh, khi phay rãnh bằng dao phay đĩa cho năng suất cao hơn sử dụng dao phay ngón và độ cứng vững của dao cũng cao hơn. Đối với các rãnh hẹp và sâu việc sử dụng dao phay ngón rất khó khăn hoặc không thể được mà chỉ có thể sử dụng dao phay đĩa có đường kính lớn để gia công.
Các loại dao phay đĩa phổ biến hiện nay
Hình 1 cho thấy một loại dao phay đĩa răng thẳng. Để cắt các rãnh hoặc khe sâu, loại dao phay đĩa răng bậc (hình 2) phù hợp vì sự xen kẽ các răng xoắn ốc hướng phải và hướng trái làm giảm sự va đập và cho nhiều hở thoát phoi hơn với lượng tiến dao cao hơn so với loại dao phay đĩa răng thẳng.

Hình 1: Dao phay đĩa
Để cắt các rãnh có bề rộng hơn 1 inch, có thể bắc đồng thời hai hoặc nhiều dao phay đĩa trên trục gá. Các miếng shim ở giữa mayor của các dao có thể được sử dụng để đạt được bề rộng chính xác của kết hợp dao phay.

Hình 2: Dao phay đia răng bậc
Các loại dao cắt hợp kim răng chắp
Các loại dao cắt hợp kim răng chắp (hình 3) được sử dụng để cắt các đường rãnh hoặc các đường khe. Vì các răng hợp kim được lắp vào, cho nên các dao cắt này có thể được điều chỉnh để cắt với các rãnh có bề rộng thay đổi. Phạm vi của các điều sự chỉnh bề rộng thông thường trên một dao cắt là .060 inch. Một lợi ích của loại dao cắt này là các răng cắt lắp có thể được thay nhanh khi dao cùn. Một số lớn mũi hợp kim có sẵn đế lựa chọn loại mũi hợp kim đúng vật liệu đang được gia công và điều kiện gia công gặp phải.
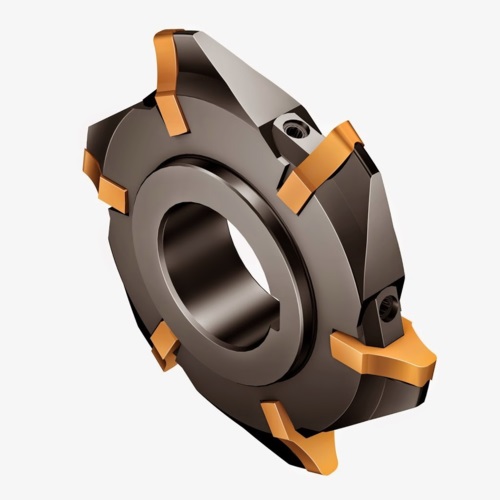
Hình 3: Dao phay hợp kim răng chắp
Các loại dao phay đĩa một bên được thiết kế cho việc phay loại nặng khi chỉ có một bên của dao cắt được sử dụng (hình 4). Đối với loại phay tổ hợp, một sự kết hợp dao cắt bên phải và bên trái được sử dụng.

Dao phay cắt đứt kim loại thẳng
Dao phay cắt đứt kim loại thẳng được thiết kế để cho các thao tác cắt hoặc cắt đứt (hình 5). Các cạnh bên của chúng được giảm bởt hoặc được tạo thành hình dĩa mỏng để khỏi bị kẹt vào trong rãnh. Sự sử dụng bị hạn chế vì cắt không sâu. Các dao phay cắt đu được chế tạo với chiều rộng từ 1/32 đến 5/16 inch.

Hình 5: Dao phay cắt đứt kim loại loại thẳng.
Để cắt các rãnh sâu, hợp kim nhiều răng tiếp xúc với chi tiết, một loại dao phay cắt đứt răng một bên sẽ thực hiện tốt hơn so với loại dao phay cắt đứt thẳng (hình 6). Các loại dao phay cắt đứt này được chế tạo từ 1/16 đến 3/16 inch bể rộng.

Hình 6: Dao phay cắt đứt kim loại răng một phía.

Hình 7: Dao phay cắt đứt kim loại răng xếp.
Các lớp cắt sâu hơn nữa có thể được thực hiện bằng một loại dao phay cắt đứt răng bậc (hình 7). Loại dao phay cắt đứt răng bậc có khả năng đưa phoi ra ngoài nhiều hơn so với các loại dao phay cắt đứt khác.
Tất cả các loại dao phay cắt đứt kim loại có một khe hở được mài hơi nhẹ về hai bên hướng về lỗ để ngăn khỏi kẹt vào trong rãnh và làm xước các vách của rãnh. Các dao phay cắt đứt răng bậc được chế tạo có bề rộng từ 3/16 đến 5/16 inch.
Các dao phay góc được sử dụng để phay góc
Các dao phay góc được sử dụng để phay góc chẳng hạn như cắt các mộng đuôi én, các vết khía rãnh hình chữ V, và các đường răng cưa. Dao phay góc đơn (hình 8) được tạo thành từ một góc bao 45° hoặc 65°, với một bên của góc ở 90° so với đường trục của dao.

Hình 8: Dao phay góc đơn.
Loại dao phay góc kép (hình 9) thường có góc bao 45°, 60° hoặc 90°. Các loại góc khác hơn so với loại được đề cập này là các loại dao phay đặc biệt.

Dao phay định hình.
Loại dao phay lồi (hình 10) tạo các rănh đáy lom, hoặc chúng có thể được sử dụng đế tạo một bán kính trong một phần bên trong của góc.

Các dao phay lõm (hình 11) tạo các bề mặt lồi.

Hình 11:Dao phay lõm
Các dao phay tạo góc tròn (hình 12) tạo ra các góc tròn. Các dao cắt được minh họa trong các hình 10 đến 13 là các loại dao phay định hình.

Hình 12 : Dao phay tạo góc tròn
Dao phay bánh răng

Hình 13: Dao phay bánh răng
Dao phay bánh răng (hình 13) có sẵn một bộ gồm 8 dao thông thường đối với một bước răng được cho, phụ thuộc vào số của các răng mà dao cắt được sử dụng.
Các dãy đổi với các dao cắt riêng biệt thi được cho trong bảng 1.
Bảng 1 Các dao phay bánh răng.
| Số của dao cắt | Dãy của các răng |
| 1 | 135 thanh răng |
| 2 | 55 đến 134 |
| 3 | 35 đến 54 |
| 4 | 26 đến 53 |
| 5 | 21 đến 25 |
| 6 | 17 đến 20 |
| 7 | 14 đến 16 |
| 8 | 12 đến 13 |
Tám loại dao cắt này được thiết kế để hình dạng của chúng đúng với số răng thấp nhất trong mỗi dãy. Nếu một dạng răng chính xác gần đầu trên vị trí cao của một dãy được yêu cầu, thì cần sử dụng một dao cắt đặc biệt.
Chọn loại và kích thước dao phay đĩa phù hợp
Người ta chọn loại và kích thước dao phay đĩa phụ thuộc vào kích thước và vật liệu gia công. Đối với từng điều kiện gia công nhất định người ta chọn loại dao, vật liệu lưỡi dao và các thông số chính của dao: B,D,d và z.
Đối với vật liệu đã gia công và vật liệu gia công khó vừa, với chiều sâu cắt lớn thì dùng dao phay có các răng lớn trung bình.
Còn đối với vật liệu khó gia công với chiều sâu cắt không lớn lắm nên sử dụng dao phay có các răng trung bình và các răng nhỏ.
Đường kính dao phay nên chọn càng nhỏ càng tốt, bởi vì đường kính dao phay càng nhỏ thì càng tăng độ cứng vững và giảm độ rung. Ngoài ra, nếu đường kính dao càng lớn thì giá thành càng cao.
Bảng giá Dao Phay Ngắn Mảnh Khuyến mãi 50% TẠI ĐÂY
Bảng giá Dao Phay Ngón Khuyến mãi 50% TẠI ĐÂY
Bảng giá Dao Phay Ngón Cầu Khuyến mãi 50% TẠI ĐÂY