-
- Tổng tiền thanh toán:
















Hướng Dẫn Lựa Chọn Insert Kyocera Khi Gia Công Tiện Tinh Vật Liệu Thép
Những năm gần đây đã có những tiến bộ to lớn được thực hiện để cải tiến hoạt động gia công phá thô hiệu quả hơn. Thế còn hoạt đông gia công tinh thì sao? Thời gian chu kỳ gia công tăng có thể cần thiết để tạo ra bề mặt chất lượng cao và thường phải thay đổi insert thường xuyên, làm tăng thêm chi phí dụng cụ và thời gian thay dao. Đối với các vật liệu phôi cứng hoặc khó gia công thì vấn đề ngày càng lớn.
Vì vậy, chọn insert (mảnh dao tiện) nào phù hợp nhất khi gia công tinh đối với vật liệu thép? Để giúp trả lời câu hỏi đó, hãng sản xuất dụng cụ cắt gọt Kyocera Precision Tools đã thực hiện một loạt các thử nghiệm gia công tiện để xem sự kết hợp nào giữa vật liệu cermet, carbide với các lớp phủ khác nhau sẽ cung cấp cái nhìn tổng quát về khả năng gia công tinh để hỗ trợ chúng ta trong việc chọn lựa Insert phù hợp.
Kiểm tra tốc độ gia công, bề mặt hoàn thiện và độ hao mòn của Insert
Đối với các ứng dụng gia công thô, chúng ta có thể chạy ở tốc độ cắt cao hơn, độ sâu cắt (D.O.C) lớn hơn hoặc tốc độ nạp (feed rate) cao hơn để tối đa hóa tốc độ cắt bỏ kim loại và rút ngắn thời gian chu kỳ gia công. Tuy nhiên, khi gia công tinh trong 1 lần cắt (single-pass), độ sâu cắt thường được cố định, chỉ điều chỉnh thông số tốc độ cắt và bước tiến. Ngoài ra, hầu hết các vật liệu phôi đều quy định thông số bề mặt hoàn thiện nhất định khiến bước tiến dao bị giới hạn một mức độ nhất định. Đối với ứng dụng tiện thẳng, chúng ta có thể cân nhắc sử dụng insert Wiper, nhưng đối với gia công tiện biên dạng, tiện định hình thì insert Wiper không hiệu quả. Trong những trường hợp đó, chúng ta tăng tốc độ cắt sẽ làm giảm thời gian chu kỳ.
Mảnh dao tiện (insert) vật liệu Cermet từ lâu đã được coi là một lựa chọn tuyệt vời để gia công tinh thép bởi khả năng ổn định nhiệt. Insert có khả năng chống tích tụ góc cắt và mài mòn giúp cải thiện tuổi thọ công cụ trong khi vẫn mang lại bề mặt hoàn thiện tuyệt vời. Nhưng câu hỏi vẫn là về lớp phủ tốt nhất: ta nên chọn CVD, PVD hay không có lớp phủ? Đối với thử nghiệm, ba phiên bản cermet này được so sánh cùng với insert carbide phủ CVD
Tất cả mảnh dao tiện - Insert trong video đều được sản xuất bởi Kyocera với các dòng
- CCX - Insert cermet mới phủ CVD với tốc độ hoàn thiện được đề nghị là 450 m / phút (1476 sfm)
- PV710 - Insert cermet phủ PVD - 320 m / phút (1050 sfm)
- TN620 - Insert cermet không phủ - 320 m / phút (1050 sfm)
- CA515 - Insert carbide phủ CVD - 280 m / phút (918 sfm)
Tất cả các mảnh dao tiện - insert được kiểm tra ở cùng độ sâu cắt (D.O.C) và bước tiến (feed rate). Tốc độ cắt được đặt ở tốc độ tối đa được đề nghị để gia công tinh vật liệu thép 1045. Thử nghiệm set thông số sao cho mỗi lần gia công các insert có thể loại bỏ cùng khối lượng phoi như nhau. Tất cả các insert thực hiện gia công 100 lần chuyền ở độ sâu cắt 0,5mm (0,020 ") và bước tiến 0,1 mm / vòng (0,004 ipr).
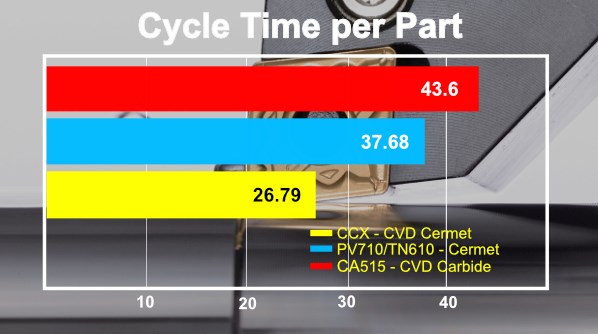
Kết quả sau khi kiểm tra Insert
Như bạn có thể nhìn thấy từ biểu đồ bên dưới, Insert CCX - cermet phủ CVD gia công với chu kỳ ngắn hơn do khả năng chạy ở tốc độ cắt cao hơn nhiều so với insert cermet thông thường và insert carbide.
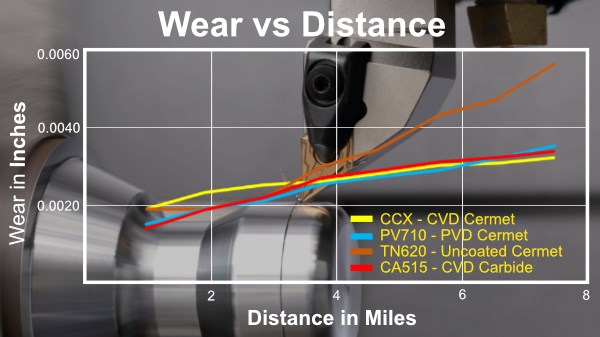
Nhưng tốc độ chỉ là một phần của bài kiểm tra. Làm thế nào các insert cho biết khả năng mài mòn và khả năng duy trì bề mặt hoàn thiện tốt theo thời gian? Đối với mài mòn, các insert được đo tại các khoảng thời gian đều đặn với độ mòn mũi dao được thiển hiện song song với cả khoảng cách gia công và thời gian trong quá trình gia công. Ba trong số các insert thực hiện tốt tương tự trong kháng mài mòn trong khi insert cermet không phủ bắt đầu bị mài mòn cao khi gia công cắt 2.5 miles. Biểu đồ hao mòn so với thời gian trông rất giống nhau, mặc dù theo thước đo đó, tổng thời gian thay đổi theo từng thời gian trong chu kỳ insert. Xem chi tiết về hao mòn so với khoảng cách và thời gian.
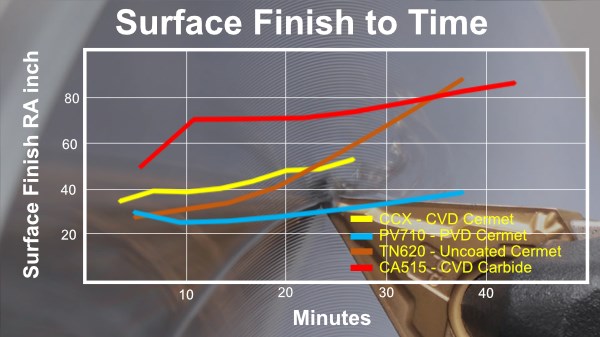
Bề mặt hoàn thiện so với khoảng cách cũng được thể hiện để xem độ ổn định các insert như thế nào. Không có lợi ích khi chạy ở tốc độ cao hơn nếu tuổi thọ công cụ không ổn định hoặc quá ngắn. Insert cermet với lớp phủ PV710 với lớp phủ MEGACOAT NANO PVD siêu mịn mang lại độ hoàn thiện bề mặt tốt nhất và duy trì mức độ ổn định cao nhất trong suốt quá trình thử nghiệm, mặc dù ở tốc độ cắt chậm hơn. Ở đây cũng vậy, insert cermet không tráng phủ TN620 cho thấy sự suy giảm nhanh nhất do tốc độ mòn của nó và insert carbide không thể đạt được mức độ hoàn thiện bề mặt tốt như insert cermet.
Đánh giá các Insert của Kyocera
Mặc dù thử nghiệm này cho thấy rằng insert CCX - cermet phủ CVD mang lại hiệu suất tổng thể tốt nhất khi gia công tinh thép tốc độ cao và insert cermet lớp phủ PV710 duy trì bề mặt tốt nhất, nhưng điều quan trọng cần nhớ là khả năng gia công insert còn phụ thuộc vào từng ứng dụng.
Insert CCX
Mảnh dao tiện - Insert cermet phủ CVD mới được phát triển chuyên gia công tinh giúp tăng năng suất với các ứng dụng gia công tốc độ cao và cung cấp khả năng chống mài mòn tuyệt vời khi gia công vật liệu thép carbon, gang.
Insert PV710 và TN620
Mảnh dao tiện - Insert cermet phủ PVD và không tráng phủ này đều là một phần của dòng sản phẩm Cermet Hybrid Kyocera cho gia công hoàn thiện bề mặt chất lượng cao, trải rộng trên một loạt các mục đích chung và ứng dụng hoàn thiện liên tục, tốc độ cao. Công nghệ Hybrid sản xuất insert với khả năng chống gãy và mài mòn được cải thiện đồng thời mang lại bề mặt hoàn hảo tuyệt vời.
Insert CA515
Mảnh dao tiện - Insert CA515 được thiết kế để cắt liên tục tốc độ cao với chịu va đập nhẹ. Đây là một phần của dòng sản phẩm insert carbide phủ CVD dòng CA5 cung cấp tuổi thọ công cụ dài và gia công thép ổn định trên một loạt các ứng dụng bao gồm tốc độ cao không chịu được va đập, chịu va đạp nhẹ và chịu va đập nặng, bước tiến cao và ứng dụng gia công chung.
Để được tư vấn thêm thông tin, hỗ trợ kĩ thuật và hỗ trợ lựa chọn mảnh dao tiện - insert phù hợp với ứng dụng gia công, quý khách hàng có thể liên hệ VATTUCOKHI247 để được hỗ trợ.